|
|

| Статья 12. Опыт изготовления лопаток модели турбокомпрессора с повышенной точностью в условиях опытного производства |
 |
 |
 |
| Автор: Петр Марценюк | |||||||||||||||||||||||||
| 16.09.2009 06:52 | |||||||||||||||||||||||||
|
С.А. Болсуновский, В.Д. Вермель, Г.А. Губанов, А.В. Кажан В условиях опытного производства основу технологического процесса для изготовления лопаток аэродинамической модели турбокомпрессора составляет обработка на станке с ЧПУ, обеспечиваемая современными возможностями САПР. 
Рис. 1. Эскиз лопатки из жаропрочной стали (черновая и чистовая обработка ?в > 1100 МПа, HRC = 35-40). Розовым цветом показан удаляемый сегмент Другим фактором, определяющим обработку, становится ее производительность. Качественные заготовки из цилиндрического проката (кругляка) с размерами ? 160x370 мм имеют массу 58,4 кг при весе самой детали приблизительно 0,7 кг, поэтому требуется снимать чрезвычайно большой объем материала. В целом на партию лопаток из 78 единиц вес снимаемого материала составляет около 4500 кг. Используемые программно-технические средстваОбработка выполнялась на пятиосевом обрабатывающем центре DMU 70 eVolution фирмы DMG (Германия) фрезами производства компании Sandvik Coromant (Швеция).
Высокоскоростная черновая фрезерная обработкаПроизводителем инструмента даны предварительные рекомендации по режиму обработки жаропрочной стали. Однако при практическом фрезеровании даже массивной заготовки производительность приходится ограничивать вследствие вибраций шпиндельной группы (шпиндель, патрон и оправка, инструмент). Вибрации вызывают ускоренное разрушение инструмента и повышенный износ станка. Производительность, полученная путем уменьшения глубины фрезерования для исключения вибраций, составила 3,3 см3/мин стали. При этом на черновую обработку одной лопатки потребовалось бы 18 часов. Изготовление всей партии 78 лопаток заняло бы порядка 1400 часов, что при двухсменной работе составляет около 90 дней, что недопустимо по срокам контракта.
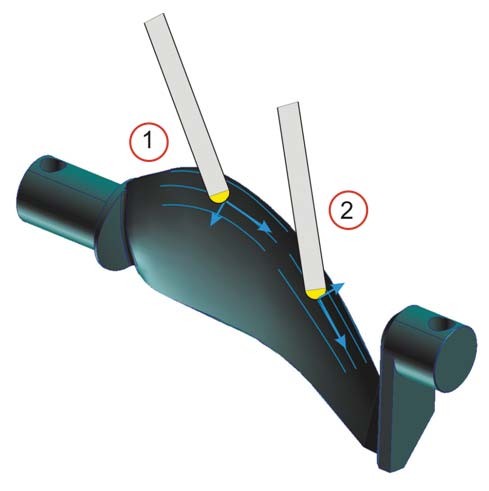
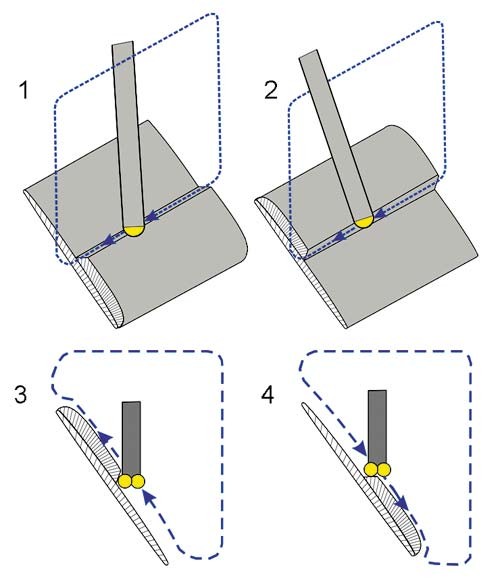
а) Рис. 2. Рассмотренные стратегии обработки лопатки Чистовая обработкаНеобходимым условием разработки управляющих программ и оценки величины удаляемого припуска стало определение прогибов детали от усилий фрезерования.

а)
Рис. 3. Оценка прогиба лопатки: а — измерение сил резания; б — прогиб детали В принципе, оценка компонентов силы резания для инструмента с заданной геометрией режущей части может быть выполнена по усредненным величинам удельной силы резания. Однако более точно определить силы резания можно в эксперименте с их непосредственным измерением для ряда значений припуска с использованием тензометрированной динамометрической платформы немецкой фирмы Kistler (рис. 3а).
Определение рациональных технологических параметров чистовой (финишной) обработкиУсловием качества финишной фрезерной обработки является отсутствие вибраций при фрезеровании, снижающих чистоту поверхности. Возникновение вибраций связано с периодическим воздействием фрезы на деталь, а также соотношением частоты воздействия фрезы на обрабатываемую поверхность и собственными частотами колебаний детали.

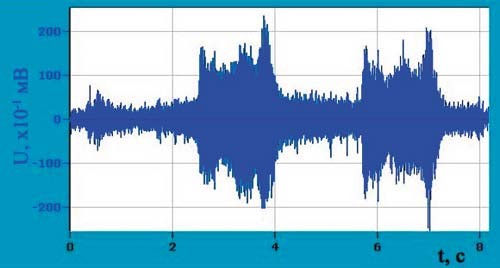
Рис. 4. Формы собственных колебаний лопатки Расчет позволил скорректировать рекомендации фирмы Sandvik Coromant, определившие начальные технологические параметры обработки (n = 13 200 об./ мин, F = 3300 мм/мин, fz = 0,125 мм на зуб, ? = 0,3 мм). Для практической корректировки параметров была проведена обработка экспериментальной лопатки с замером вибраций направленным микрофоном по уровню результирующего звукового давления. На полученном графике (рис. 5а) видно, что при фрезеровании возникают зоны с существенно высокими амплитудами колебаний, соответствующие обработке в окрестностях передней и задней кромок.
 а)
Рис. 5. Измерение спектра частот: а — уровень звукового давления; б — спектральное разложение сигнала Спектральное разложение измеренного сигнала показано на рис. 5б. По полученным данным выполнена корректировка технологических параметров, немного увеличившая исходную скорость вращения шпинделя (n = 13 800 об./мин, F = 3450 мм/мин, fz = 0,125 мм на зуб, ? = 0,3 мм). В результате корректировки амплитуды вибраций были сокращены приблизительно в 15 (!) раз. Результирующая чистота обработки соответствует шероховатости Контроль точности изготовленияКонтроль точности выполнялся в два этапа. На первом этапе осуществлялся предварительный контроль непосредственно на технологической позиции до удаления технологических баз с использованием КИМ типа «манипулятор» (Cimcore Infinite 2028 (рис. 6а), управляемой оператором вручную). На втором этапе выполнялся финишный контроль после удаления технологических баз с креплением в имитаторе посадочного гнезда диска компрессора. Измерения выполняются на портальной КИМ LK-90 (производитель — фирма LK, Великобритания) высокой точности. Обработка данных измерений в пакете PowerINSPECT показала волнообразную погрешность в концевой части лопатки (толщина около 1,5 мм). Анализ выявленной погрешности позволил предположить, что базирующая поверхность у данного конца лопасти изготовлена неточно, с перекосом базирующей площадки относительно собственных осей координат лопатки. Освобождение от закреплений для повторного измерения подтвердило данное предположение: по замерам на КИМ типа «манипулятор» точность изготовления лопатки соответствует требованиям (рис. 6б). Такие же результаты получены и на финишном контроле с использованием более точной КИМ (рис. 7).

а)
Рис. 6. Технологический контроль: а — контроль точности с помощью манипулятора Cimcore Infinite 2028; б — визуализация измерений со свободными базами в PowerINSPECT
Рис. 7. Финишный контроль на портальной КИМ LK-90
Рис. 8. Готовая лопатка ВыводыВ данной работе показано, что повышение производительности и качества фрезерной обработки особо сложных деталей требует специального комплекса расчетно-экспериментальных исследований с использованием высокотехнологичного программно-технического оснащения. САПР и графика 3`2009
Похожие статьи: Статья №1. Вступление. (12840 Hits) Статья №2. Немного истории... (7940 Hits) Статья №3. Терминология "лестничного дела" (26579 Hits) Статья №4. Формула Блонделя (18366 Hits) Статья №5. Крепление подступенков (17576 Hits) Статья №8. Получены стяжки ZIPBOLT (10536 Hits) |
|||||||||||||||||||||||||
| Обновлено 16.09.2009 07:34 |



 6-
6- 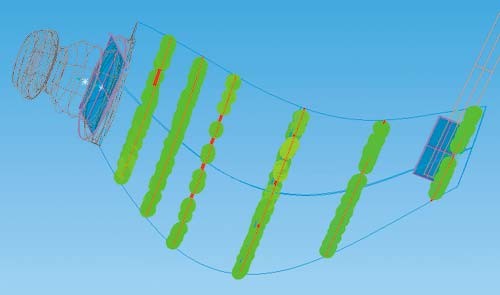


Главное меню












Резьба по дереву в SolidWorks. Курс №2

Ковка в SolidWorks. Курс №3

Подписка на новости
 |
Уважаемый посетитель чтобы иметь привелегии и получать новостную рассылку - пройдите, пожалуйста, регистрацию... |
Авторизация
3DBAZAR.COM. Купить-продать 3D модели САПР систем
No images






